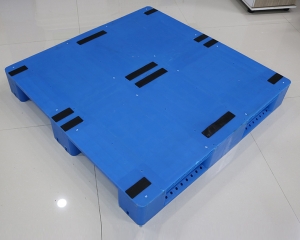
塑料托盤、周轉筐研發定制生產廠家
鄭州優良塑料托盤提供商
服務熱線:
400-871-5911
18539434831
塑料托盤、周轉筐研發定制生產廠家
鄭州優良塑料托盤提供商
服務熱線:
400-871-5911
18539434831

企業名稱:河南祺博塑料制品有限公司
聯系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網址:3d-modex.cn
地址:鄭州高新區科學大道紅葉路99號萬科瑯寓D座9層
由于塑料托盤翹曲變形與不均勻收縮有關,從研究不同塑料在不同工藝條件下的收縮行為入手,來分析收縮與制品翹曲的關系。在注塑流動、保壓、冷卻模擬的基礎上,通過實驗和線性回歸方法提出了預測注塑制品收縮的模型,在收縮預測的基礎上,通過結構分析模擬程序計算出制品的變形。
用高收縮率的材料很難獲得尺寸精度高的制品,力求高精度,應盡量應用非晶態樹脂和各方向收縮一致的樹脂。 很多材料在改變流動速度、保壓壓力、保壓時間、模具溫度、充模時間、制品厚度等參數的條件下,測出制品的收縮。根據測試結果,將制品的收縮分為三個部分:體積收縮、分子取向引起的不均勻收縮、不平衡冷卻弓|起的不均勻收縮。體積收縮、結晶含量、模具限制、塑料取向等的收縮預測方法,利用流動和冷卻分析結果來預測收縮應變。
除了考慮塑料托盤內外表面的溫度趨于平衡外,還應考慮塑件各側的溫度一致,即模具冷卻時要盡量保持型腔、型芯各處溫度均勻一致,使塑件各處的冷卻速度均衡,從而使各處的收縮更趨均勻,有效地防止變形的產生。因此,模具上冷卻水孔的布置至關重要。在管壁至型腔表面距離確定后,應盡可能使冷卻水孔之間的距離小,才能保證型腔壁的溫度均勻-致。
同時,由于冷卻介質的溫度隨冷卻水道長度的增加而.上升,使模具的型腔、型芯沿水道產“生溫差。因此,要求每個冷卻回路的水道長度小于2m。在大型模具中應設置數條冷卻回路,一條回路的進口位于另一回路的出口附近。對于長條形塑件,應采用冷卻回路,減少冷卻回路的長度,即減少模具的溫差,從而保證塑件均勻冷卻.
塑料托盤塑化階段對制品翹曲變形的影響
塑料托盤塑化階段即玻璃態的料粒轉化為粘流態,提供充模所需的熔體。在這個過程中,聚合物的溫度在軸向、徑向(相對螺桿而言)的溫差會使塑料產生應力;另外,注射機的注射壓力、速率等參數會極大地影響充填時分子的取向程度,進而引|起翹曲變形。
注射的初期使用低速,模腔充填時使用高速,充填接近終了時再使用低速注射的方法。通過注射速度的控制和調整,可以防止和改善制品外觀如毛邊、噴射痕、銀條或焦痕等各種不良現
多級注射控制程序可以根據流道的結構、澆口的形式及注塑件結構的不同,來合理設定多段注射壓力、注射速度、保壓壓力和熔膠方式,有利于提高塑化效果、提高產品質量、降低不良率及延長模具/機器壽命。
通過多級程序控制注塑成型機的油壓、螺桿位置、螺桿轉速,能謀求改善成型件的外觀不良,改善縮水、翹曲和毛邊的對應措施,減少各模每次注射成型件的尺寸不均。
塑料托盤脫模階段對制品翹曲變形的影響
塑件在脫離型腔并冷卻至室溫的過程中多為玻璃態聚合物。脫模力不平衡、推出機構運動不平穩或脫模頂出面積不當很容易使制品變形。同時,在充模和冷卻階段凍結在塑件內的應力由于失去外界的約束,將會以變形的形式釋放出來,從而導致翹曲變形。
計算殘余應力和最終形狀(收縮和翹曲)。他們考慮了保壓階段的影響,將制品分成三層,由三維網格來分析殘余應力和變形。,提出了 在保壓階段以后所引起的殘余應力和變形的數值模擬模型。計算殘余應力時,采用了熱粘彈模型(包含體積松弛)。其采用的有限單元法是基于由平面單元集合而成的殼層理論,該理論正適用于形狀復雜的薄壁注塑制品。
以上是塑料托盤廠家淺談在塑化,脫模階段對托盤翹曲變形的影響

企業名稱:河南祺博塑料制品有限公司
聯系人:翟佳佳
手機:18539434831
電話:400-871-5911
郵箱:2186709192@qq.com
網址:3d-modex.cn
地址:鄭州高新區科學大道紅葉路99號萬科瑯寓D座9層

(微信掃一掃)